Anomaly detection in WAAM
Real-time multi-sensor anomaly detection in Wire Arc Additive Manufacturing
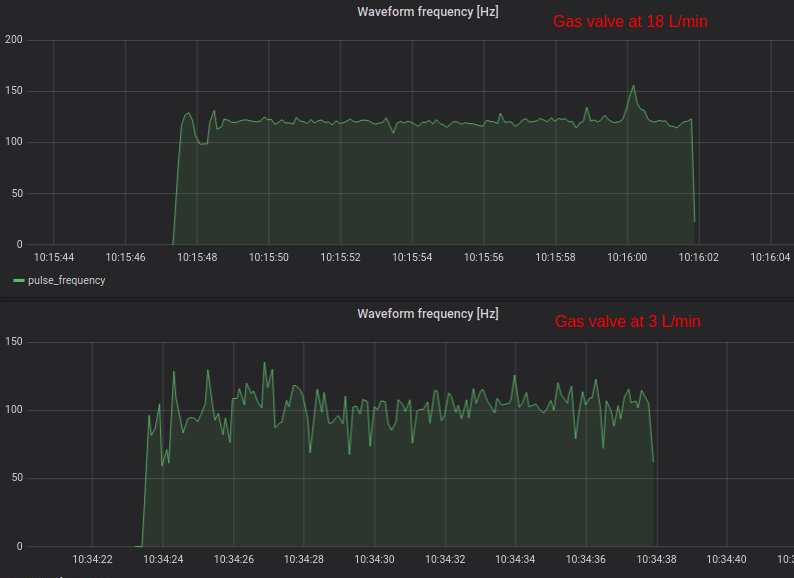
In this article, we introduce the real-time multi-sensor anomaly detection module as part of RAMLAB’s MaxQ. We take a deeper look at the different sensors integrated into the system and elaborate on its features that can be customized to industrial as well as research applications.






{kind=link}